Electric Monorail Overhead Cranes: Revolutionizing Efficiency in Concrete Precast Factories
1 Introduction
In the highly competitive construction industry, efficiency in manufacturing key components is not just an advantage—it’s a necessity. Concrete precast factories stand at the heart of modern construction, producing essential elements like hollow core slabs, structural components, and architectural pieces that form the backbone of contemporary buildings and infrastructure. The material handling processes within these facilities represent one of the most critical aspects determining overall productivity, safety, and product quality. Among the various solutions available, the electric monorail overhead crane has emerged as a transformative technology redefining movement and handling of concrete precast elements throughout the production cycle.
These sophisticated crane systems offer unparalleled advantages for precast concrete manufacturers seeking to optimize their operations. From the initial pouring stages to final storage and dispatch, electric monorail cranes provide a streamlined approach to material handling that directly addresses the unique challenges of precast concrete production. As industry leaders in crane manufacturing, Dongqi Crane has developed specialized solutions tailored to the precise demands of concrete precast factories worldwide, combining innovative engineering with practical understanding of production workflows.
This comprehensive article explores the multifaceted role of electric monorail overhead cranes in concrete precast manufacturing environments. We will examine their technical specifications, operational advantages, and specific applications within the production ecosystem. Additionally, we will provide concrete guidance on selection criteria and considerations for implementing these systems, drawing from Dongqi Crane’s extensive expertise in delivering customized material handling solutions for the precast industry. By understanding the full potential of these advanced crane systems, precast manufacturers can make informed decisions that significantly enhance their operational capabilities and competitive positioning in the market.
2 The Pivotal Role of Advanced Crane Systems in Concrete Precast Factories
Concrete precast manufacturing represents a sophisticated production ecosystem where efficiency, precision, and safety intersect. Unlike traditional cast-in-place concrete methods, precast manufacturing involves creating concrete elements under controlled conditions before transporting them to construction sites. This approach demands specialized material handling systems capable of addressing the unique challenges inherent in moving heavy, often delicate concrete elements through various production stages.
2.1 The Precast Concrete Production Flow
A typical precast concrete factory operates through a sequential workflow that transforms raw materials into finished structural components. This process begins with mold preparation and reinforcement cage placement, followed by concrete pouring using distribution systems that transport the concrete mix from batching plants to formation beds . After pouring, the concrete undergoes vibration and compaction to ensure proper formation, particularly for hollow core slabs where specialized extruders with “patented screws design” are employed to create the characteristic voids . The curing stage follows, where precise temperature control is maintained, often through heated production beds that ensure “concrete sets quickly and evenly” . Once cured, elements move to cutting stations where automated saws perform longitudinal and cross-cutting operations with “allowable disk height up to 90 cm” for smaller slabs and up to 130 cm for larger units . The final stages involve finishing operations, quality inspection, storage, and eventual dispatch.
2.2 Specific Demands on Crane Systems
Throughout this production sequence, crane systems must address several critical requirements specific to precast concrete elements. First, they must handle substantial weights—a single precast concrete element can weigh several tons, with larger components like double tees or columns potentially reaching 20 tons or more . Second, the dimensional challenges are significant, with some elements spanning 15-20 meters in length while maintaining relatively slender cross-sections. This necessitates crane systems with exceptional stability and precision control to prevent cracking or damage during movement. Third, the production environment presents unique operational challenges, including concrete dust, moisture, and temperature variations that demand robust equipment with appropriate protective features.
2.3 Environmental and Operational Challenges
Precast factories present particularly demanding conditions for crane systems. The presence of concrete dust requires protection for moving components, while the moist environment of curing areas can accelerate corrosion if proper safeguards aren’t implemented. Additionally, the constant, repetitive nature of material movement means these cranes typically fall into the A3-A5 duty classes, indicating “moderate to heavy usage patterns” with potentially 5-10 lifts per hour during peak production . Furthermore, many precast operations involve multiple workstations arranged in linear production flows, creating an ideal application for monorail systems that can “move through curves, slopes outdoors and even between different work stations” .
3 Electric Monorail Overhead Cranes: An In-Depth Technical Exploration
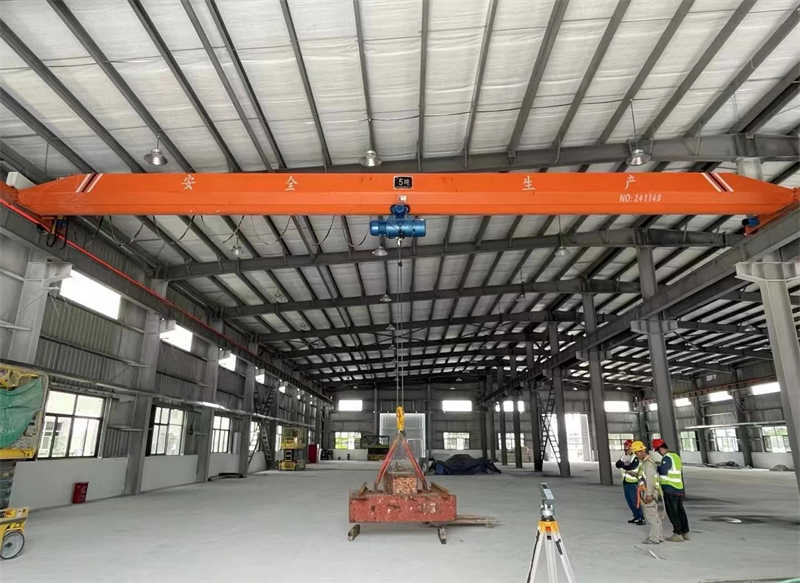
Electric monorail overhead cranes represent a specialized category of material handling equipment uniquely suited to the demands of concrete precast manufacturing. Unlike conventional overhead cranes that operate over a two-dimensional grid, monorail systems follow a fixed path trajectory that can be optimized for specific production workflows. This fundamental characteristic makes them particularly valuable in environments with established production sequences and repetitive material movement requirements.
3.1 System Definition and Core Components
At its essence, an electric monorail overhead crane is a fixed-path system where the hoist and trolley assembly operates along a stationary beam, typically constructed from high-strength steel in H-beam or I-beam configurations . The system comprises several integrated components that work in concert to provide seamless material movement. The main beam structure forms the primary load-bearing element, securely mounted to the building’s support columns or dedicated framework. The trolley assembly travels along the bottom flange of the beam, incorporating motorized wheels and guidance systems to ensure smooth operation. The hoisting mechanism, which can be either wire rope or chain type, provides the vertical lifting motion, with capacities for precast applications typically ranging from 1 ton to 32 tons . The control system represents another critical component, with options including pendant stations, radio remote control, or fully automated operation integrated with the production management system.
3.2 Operational Principles and Motion Capabilities
The operational principle of monorail cranes centers on providing directional movement along a predetermined path. Unlike bridge cranes that offer area coverage, monorails excel at point-to-point transportation, making them ideal for production lines where materials follow a fixed sequence. These systems provide “four directions of hook movement: up/down via the hoist and forward/back via the monorail beam” . Advanced monorail configurations can navigate complex pathways including curves, switches, and gradients, enabling them to “move through curves, slopes outdoors and even between different work stations” . This flexibility allows system designers to create sophisticated layouts that mirror production workflows, potentially connecting multiple work cells or even different building sections.

3.3 Applications in Precast Concrete Factories
Within concrete precast factories, electric monorail cranes find application across multiple production stages, each with specific requirements. In the mold preparation area, they handle formwork panels and reinforcement cages with precision. At the concrete distribution stage, they may support concrete buckets moving from mixing stations to casting beds. During demolding operations, their controlled movement is essential for extracting delicate elements without damage. In curing and storage areas, they facilitate the transfer of elements to and from controlled environments. Finally, at the finishing and dispatch stages, they enable precise positioning for additional processes and efficient loading onto transportation vehicles.
Table: Typical Applications of Electric Monorail Cranes in Precast Concrete Factories
| Production Stage | Primary Crane Functions | Key Requirements |
|---|---|---|
| Mold Preparation | Handling formwork, positioning reinforcement | Precision positioning, moderate capacity |
| Concrete Pouring | Transporting concrete buckets | Smooth operation, spill prevention |
| Demolding | Extracting fresh elements from molds | Precise control, minimal vibration |
| Curing | Transfer to curing chambers | Reliability, temperature resistance |
| Storage & Dispatch | Stacking, arrangement, loading | Reach, flexibility, higher capacity |
4 Technical Specifications: Matching Crane Capabilities to Precast Requirements
Selecting the appropriate electric monorail overhead crane for concrete precast applications requires careful consideration of technical parameters to ensure optimal performance across the production lifecycle. These specifications must align with both the immediate operational needs and long-term production goals of the facility, balancing performance requirements with economic considerations.
4.1 Lifting Capacity and Height Considerations
The lifting capacity represents the most fundamental specification for any crane system in precast concrete applications. Based on industry data, electric monorail cranes for precast factories typically offer capacities ranging from 1 ton for smaller elements up to 32 tons for heavier components . When determining required capacity, manufacturers must consider not just the weight of the concrete elements themselves, but also the additional load from lifting attachments, spreader beams, and any incidental forces during movement. Similarly, lifting height is a critical parameter, with standard offerings providing 6-30 meters of vertical movement . This vertical reach must accommodate not only the immediate lifting requirements but also potential future needs, as taller storage racks or deeper formwork may be incorporated into operations over time.
4.2 Speed Parameters and Production Efficiency
The operational speeds of an electric monorail crane directly influence production cycle times and overall facility throughput. Standard systems typically offer lifting speeds of 7-8 m/min for vertical movement and traveling speeds of 20 m/min for horizontal transport . However, these parameters can be customized based on specific production requirements. For facilities with longer travel distances between workstations, higher traveling speeds up to 30-45 m/min may be warranted to minimize transfer times . It’s important to note that speed adjustments often involve trade-offs with positioning precision, which is why many modern systems incorporate variable frequency drives that provide both soft starting/stopping and speed control for different operational phases.
4.3 Structural Design and Beam Configurations
The structural integrity of monorail systems is paramount in precast environments where loads are substantial and operational frequency is high. The main beam typically employs a robust design using high-quality steel materials that offer “durable and corrosion resistant” properties . Common configurations include I-beams for standard applications and H-beams (wide-flange beams) for heavier loads or longer spans. Beam selection is influenced by multiple factors including span length, load capacity, and deflection requirements. For particularly demanding applications or longer spans, reinforced designs or custom fabrications may be necessary to maintain structural performance and safety margins throughout the system’s operational life.
4.4 Power Systems and Control Technologies
Modern electric monorail cranes typically operate on standard industrial power supplies, most commonly 3-phase AC at 380V/50Hz . The control systems have evolved significantly, offering options from traditional pendant controllers to advanced radio remote controls that provide operational flexibility without restricting the operator to a fixed location. For precast factories with harsh environmental conditions—including concrete dust, moisture, or temperature variations—specialized controls with appropriate protection ratings (such as IP65 or higher) are recommended to ensure reliability. Additionally, integration capabilities with broader production management systems represent an increasingly valuable feature, enabling data collection on production metrics, maintenance scheduling, and operational performance.
Table: Technical Specifications for Electric Monorail Cranes in Precast Applications
| Parameter | Standard Range | Special Configurations | Impact on Operations |
|---|---|---|---|
| Lifting Capacity | 1-32 tons | Up to 50+ tons with custom designs | Determines element size and weight capabilities |
| Lifting Height | 6-30 meters | Extended heights available | Affects stacking efficiency and facility layout |
| Lifting Speed | 7-8 m/min | Variable speed controls | Influences production cycle times |
| Traveling Speed | 20 m/min | Up to 45-60 m/min | Impacts transfer times between stations |
| Power Supply | 3-phase, 380V/50Hz | Various voltages and phases available | Affects compatibility with existing infrastructure |
| Duty Classification | A3-A5 | A6 for severe service | Determines suitability for operational intensity |
5 Dongqi Crane’s Capabilities in Precast Factory Crane Solutions
With extensive experience serving the construction materials industry, Dongqi Crane has developed specialized expertise in electric monorail overhead cranes tailored to the unique demands of concrete precast manufacturing. This deep understanding of production workflows and material handling challenges enables the delivery of comprehensive solutions that extend beyond equipment supply to encompass system design, integration, and ongoing support.
5.1 Customization Approach for Precast Applications
Recognizing that each precast operation has distinct requirements, Dongqi Crane emphasizes customized solutions rather than one-size-fits-all products. This approach begins with detailed assessment of the client’s specific production流程, including element sizes, weights, production volumes, and facility layout. The company’s engineering team then develops tailored configurations that might include specialized lifting attachments, customized control interfaces, or modified structural designs to address particular challenges. For instance, in environments where corrosion resistance is paramount due to concrete additives or curing methods, Dongqi can specify appropriate protective coatings and materials that extend equipment life despite challenging conditions .
5.2 Quality Standards and Compliance Framework
Dongqi Crane’s manufacturing processes adhere to international quality standards, with certifications including ISO9001, CE, and others that validate their commitment to product excellence and safety . This standards-based approach extends throughout the design, fabrication, and testing phases, ensuring that every monorail system meets rigorous performance criteria and safety requirements. Component selection follows similarly strict guidelines, with electrical systems, motors, and mechanical elements sourced from reputable manufacturers to ensure reliability and compatibility. Each completed system undergoes comprehensive testing, including “Unloaded Test, Rated Load Test, Fixed Loaded Test, and Moving Loading Test” to verify performance before delivery .
5.3 Global Project Experience and Industry Understanding
The company’s portfolio includes numerous successful installations for precast manufacturers worldwide, demonstrating their ability to navigate diverse technical requirements and regional standards. From projects in the Middle East addressing extreme temperature conditions to installations in Southeast Asia accommodating high humidity environments, Dongqi has developed a global perspective on precast factory needs. This international experience is complemented by specific knowledge of concrete production methodologies, including familiarity with auxiliary equipment such as “extruders for hollow core slab production” , “automatic sawing machines” , and “concrete distribution systems” that must interface seamlessly with crane operations.
5.4 Comprehensive Service Support Ecosystem
Beyond equipment supply, Dongqi Crane provides an integrated service ecosystem designed to support clients throughout the crane lifecycle. This includes initial consultation and planning to ensure optimal system design, professional installation services performed by trained technicians, and comprehensive operator training to maximize both safety and productivity . The support continues with preventive maintenance programs that minimize unexpected downtime, responsive technical support to address operational questions, and readily available replacement parts to ensure long-term system viability. This holistic approach transforms what would otherwise be a equipment transaction into a long-term partnership focused on optimizing material handling performance.
6 Selection Guidance: Choosing the Right Crane for Your Precast Operation
Selecting the optimal electric monorail overhead crane requires systematic evaluation of both current requirements and future expectations. This decision-making process should incorporate technical, operational, and economic considerations to ensure the chosen solution delivers maximum value throughout its service life.
6.1 Key Parameter Assessment
The selection process begins with careful determination of several fundamental parameters that will dictate appropriate crane specifications. Lifting capacity represents the most obvious starting point, but must be calculated with consideration for not just the weight of precast elements themselves, but also lifting attachments and potential future product lines. Span requirements directly influence structural design and cost, with longer spans typically requiring more robust beam configurations. Lifting height must accommodate not only immediate needs but also potential changes in storage strategies or handling methodologies. Operational intensity represents another critical factor, with duty classification (typically A3-A5 for precast applications) determined based on expected “usage frequency and load spectrum” . Finally, control preferences should reflect both operator experience and integration requirements with other production systems.
6.2 Configuration Options and Special Features
Beyond basic parameters, numerous configuration options can enhance system performance for specific applications. Hoist selection between wire rope and chain types involves trade-offs regarding headroom requirements, speed characteristics, and maintenance considerations. Beam configuration choices balance structural performance with spatial efficiency, with options including standard I-beams, wide-flange H-beams, or custom box sections for particularly demanding applications. Control system selection ranges from basic pendant stations through radio remote options to fully automated operation, each with distinct implications for labor requirements and integration capabilities. Additional special features might include explosion-proof components for environments with concrete dust hazards, high-temperature protection for areas near curing chambers, or corrosion-resistant coatings for moisture-prone environments.
6.3 Budget Considerations and Total Cost Analysis
While initial purchase price inevitably influences selection decisions, wise buyers consider the total cost of ownership across the equipment’s operational life. The equipment itself typically represents 60-70% of the total project cost, with installation adding 10-20%, and ongoing maintenance comprising the balance . Different brands and quality levels present varying economic trade-offs, with premium components often justifying their higher initial cost through extended service life and reduced downtime. For reference, single girder overhead cranes with capacities relevant to precast applications (1-20 tons) typically range from approximately $1,700-$30,000 depending on specifications, with European-standard designs commanding premiums of 20-40% over basic models . Beyond equipment costs, buyers should factor in energy consumption, preventive maintenance requirements, and potential productivity impacts when evaluating alternatives.
6.4 Supplier Evaluation Criteria
Selecting the right equipment partner is equally important as choosing the right technical specifications. Key supplier evaluation criteria should include industry-specific experience, with preference for providers demonstrating understanding of precast manufacturing workflows. Technical capability should encompass both design expertise and manufacturing quality, verified through certifications and project references. Service support capabilities must align with operational requirements, particularly response times for critical issues that could disrupt production. Financial stability provides assurance of long-term parts availability and support continuity. Finally, communication effectiveness during the evaluation process often indicates the quality of future project management and support interactions.
7 Conclusion: Elevating Precast Operations Through Advanced Crane Technology
The implementation of appropriately specified electric monorail overhead cranes represents a strategic investment for concrete precast manufacturers seeking to enhance competitiveness in an increasingly demanding market. These specialized material handling systems offer transformative potential across multiple dimensions of production operations, from foundational efficiency and safety metrics to more subtle advantages in flexibility and integration capabilities.
Throughout the production lifecycle, these cranes deliver measurable benefits that directly impact operational outcomes. The fixed-path efficiency of monorail systems enables faster material movement between established workstations, reducing cycle times and increasing throughput capacity. The precision control characteristics minimize product damage during handling, improving quality metrics and reducing waste. The overhead operation preserves valuable floor space for production activities while enhancing safety by separating personnel and equipment traffic. The adaptable nature of these systems accommodates both current requirements and future evolution, supporting operational growth and product diversification.
Dongqi Crane’s approach to serving the precast industry embodies this comprehensive perspective, combining technical expertise with practical understanding of production environments. From initial consultation through design, implementation, and long-term support, their focus remains on delivering solutions that address both immediate handling requirements and broader operational objectives. The company’s technical capabilities, supported by quality certifications and industry experience, provide a foundation for developing systems that withstand the demanding conditions of precast manufacturing while delivering consistent performance.
For precast manufacturers contemplating material handling improvements, the path forward begins with systematic assessment of current operations and future aspirations. This evaluation should encompass not only obvious technical parameters like capacity and span, but also more nuanced considerations regarding workflow, integration, and growth plans. By partnering with experienced providers like Dongqi Crane, manufacturers can navigate these complex decisions with confidence, ultimately implementing crane solutions that serve as strategic enablers rather than merely functional equipment.
In an industry where efficiency, quality, and safety define competitive advantage, the strategic implementation of electric monorail overhead cranes offers a proven pathway to operational excellence. Through appropriate technology selection and implementation, precast manufacturers can transform their material handling processes from necessary overhead into genuine competitive differentiation, positioning themselves for success in the dynamic construction materials marketplace.
